您好,欢迎访问三七文档
当前位置:首页 > 医学/心理学 > 药学 > XXXX制药用水验证方案
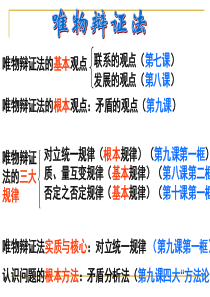
验证方案验证项目名称制药用水系统的再验证方案页次:1/17验证方案编号分类厂房与设施验证起草人日期年月日Xxxx审核日期Xxxx审核日期Xxxx审批日期xxxxx批准日期修改内容增加微生物警戒限度、纠偏限度分析评价修改原因药品质量管理规范(2010年修订)要求修改人修改时间目录1.引言1.1概述1.2验证目的1.3验证职责1.4制药用水系统描述1.5验证文件2.验证合格标准3.制药用水系统监测计划4.验证的实施及结果评价4.1生活饮用水的验证4.2纯化水的验证4.3注射用水的验证5.制药用水的验证总结及建议TOBISHI厂房与设施验证页次:2/171.引言1.1概述:1.1.1公司药品(注射剂)生产所使用的制药用水是由B区一层水处理间的水系统生产,此水系统包括纯化水系统和注射用水及纯蒸汽系统。1.1.2水系统是完成安装及IQ、OQ、PQ后,为针剂车间常年提供制药用水,每年按规定的监测计划进行监测及验证计划进行再验证工作,证明了该系统运行是稳定的,能够提供质量合格的制药用水。1.1.3此次水系统的验证是为生产车间长期供水情况下而提出的长期考察方案。在注射剂生产的同时,按预定的监测计划对水系统各使用点进行监测,确认符合标准要求。1.2验证目的:确认纯化水系统、注射用水及纯蒸汽系统是否符合GMP要求,考察系统的生产运行及质量监测状况,对增加的警戒限度、纠偏限度进行确认,保证系统可以长期稳定的按照工艺要求提供合格制药用水。1.3验证职责:验证负责人员起草验证方案。验证小组负责验证的实施。质量管理部验证管理负责审核验证方案,并对验证结果进行评价。1.4制药用水系统描述:生产厂家:安装位置:1.4.1纯化水系统:概述:xxxxxxxxxx水处理系统,它的核心是RO反渗透和EDI电除盐设备以及前预处理系统,淡水产出能力为3吨/小时,主要为制水间的蒸馏水机制备注射用水和纯蒸汽提供原料水,也为生产车间、质检化验室、动物室和科研实验室等提供清洗和实验用纯化水,生产车间采用循环供水。本设备采用西门子PLC控制,HITECK触摸屏操作,正常情况下运行自动操作程序,也可以手动操作。1)纯化水系统主要流程为:加盐饮用水→多介质过滤器→活性炭过滤器→软化器→5µm精密过滤器→RO反渗透→TOBISHI厂房与设施验证页次:3/17NaOH加药装置EDI电除盐→纯化水储罐→254nm紫外灯照射杀菌→0.22um过滤器→各使用点→纯化水储罐2)纯化水制备工艺管理控制要点:A.纯化水制备辅助系统要求:压缩空气压力:不小于0.5Mpa;饮用水压力:3bar~4bar。B.多介质过滤:开关机原水(饮用水)自动反洗2min,定期手动清洗。C.活性炭过滤:开关机自动反洗2min,定期手动清洗。活性炭过滤器应定期纯蒸汽灭菌(115℃,10min)。非连续生产,根据生产计划在开始供水前灭菌,连续生产每月灭菌一次。D.软化:经活性炭过滤的水流入软化柱进行水质除盐软化。E.反渗透:软化后的水经过5µm过滤器,被送入反渗透膜内,产水电导小于7.0µs/cm。F.EDI:淡水进水压力不得大于0.4Mpa。电导小于1.0µs/cm,否则进行药剂清洗。G.254nm紫外灯照射杀菌和过滤:纯化水储罐中的水由供水泵送出,依次254nm紫外灯和0.22μm过滤器:供生产各使用点及蒸馏水机,并回流回纯化水储罐。·在正式供水前,应在0.22μm过滤器后的取样口取样化验并合格。H.质检、科研清洗器具用水:另一管道供水,经1μm过滤器和0.22μm过滤器送至各使用点。I.非生产期间运行操作:1)停产期间,如果停机时间较短,系统应每7天运行60分钟以上,以防止微生物污染。2)停产时间较长时(两个月以上),应对反渗透膜进行化学清洗并充满保护液。注意:系统处于自动状态时,不得开启手动开关,反之亦然。I.质量控制:·制水岗:制水岗纯化水取水口取样,项目包括:电导率、酸碱度、氨盐,生产用水时电导率每一小时记录一次,其它项目每二小时化验一次;·质量控制部门:生产前制水岗取样口按《中国药典》标准进行全项检验,合格后才能生产使用,生产过程中,每周全项检验一次。TOBISHI厂房与设施验证页次:4/171.4.2注射用水及纯蒸汽生产系统制备的注射用水是为生产车间药品制造提供药液配制及容器、设备清洗用水。制备的纯蒸汽是为生产车间设备、容器、衣物及其他物品灭菌使用。系统为意大利STILMAS公司生产的四效蒸馏水机HPMS504S及循环系统,主要设备还包括注射用水储罐、循环泵(两台一用一备),将水送至6个用水点:1#注射液车间洗瓶室、2#清洗消毒室、3#注射液车间二层配液室、4#B级区灭菌室,5#乳剂三层清洗灭菌室、6#乳剂三层配制室,未使用的水流回储罐。1)注射用水及纯蒸汽生产系统工艺过程:A.贮罐内纯化水经供水泵送入蒸馏水机内,经过预加热器加热进入一级蒸发器,被工业蒸汽加热,一部份变成纯蒸汽,一部份流入下一级蒸发器继续加热蒸发;B.二、三、四级蒸发器内加热源为上级蒸发器产生的纯蒸汽,这些纯蒸汽在加热纯化水的同时被冷凝成注射用水,流入预热器,然后进入终端热交换器,一同流入注射用水储罐。C.根据不同的设定,可以控制注射用水生产、纯蒸汽生产或二者同时生产模式。制备纯蒸汽时,压力在2bar~4bar时各用汽点便可正常使用。D.注射用水进入储水罐,当液位高于低液位时,启动一台循环水泵,系统开始循环,循环过程中注射用水水温设定在80~85℃(回水温度不得低于70℃),电导率保持在1µs/cm以下。E.各个用水点可根据需要,通过设定,取用35~80℃任意水温下的注射用水。F.工艺过程详见注射用水及纯蒸汽生产生产工艺流程图2)注射用水及纯蒸汽制备工艺管理控制要点:A.注射用水及纯蒸汽制备辅助系统要求:·压缩空气压力:3bar~6bar;·纯化水压力:1.6bar~2.2bar;·冷却水压力:3bar~4bar;·工业蒸汽压力:4bar~8barB.系统的灭菌:每次正式生产供水前,循环系统须进行两次来灭菌,第一次灭菌后把灭菌水排掉,再蒸新水进行第二次灭菌,把灭菌水排掉,再蒸新水,方可80~85℃循环使用。整个生产周期结束后,再进行一个灭菌处理,把灭菌水排掉,整个循环系统密闭,停止运行。C.注射用水的电导率应在1μs/cm以下,蒸馏水机出水温度介于75~97℃。TOBISHI厂房与设施验证页次:5/17D.质量控制:·制水岗:制水岗注射用水取样口取样,项目包括:电导率、pH值、氨盐生产用水时电导每一小时记录一次,其它项目每二小时化验一次;·质量控制部门:生产前各取水口取样,项目包括:关键取水口如制水岗、清洗、洗瓶按《中国药典》标准进行全项检验,其它取样口进行部份项目检验,合格后才能生产使用,生产过程中,对关键取水口、关键项目按监测规定频次进行监测,制水岗取样口每周全项检验一次。1.5验证文件2.验证合格标准2.1生活饮用水标准:生活饮用水国家标准GB5749-2006和饮用水内控标准菌落总数警戒限度:50CFU/ml,纠偏限度:80CFU/ml。2.2纯化水标准:在《中国药典》2010年版标准的基础上增加“细菌内毒素项目”。TOBISHI厂房与设施验证页次:6/17项目名称内控标准[性状][检查]酸碱度硝酸盐亚硝酸盐氨电导率总有机碳不挥发物重金属细菌内毒素微生物限度[贮藏]本品为无色的澄清液体;无臭,无味。应符合规定应符合规定(0.000006%)应符合规定(0.000002%)应符合规定(0.00003%)应符合规定不得过0.50mg/L每100ml中遗留残渣不得过1mg应符合规定(0.00001%)每1ml中含内毒素量应小于0.25EU细菌、霉菌和酵母菌总数每1ml不得过100个密闭保存。微生物警戒限度:30CFU/ml,纠偏限度:50CFU/ml2.3注射用水标准:在《中国药典》2010年版标准的基础上增加“不溶性粒子数项目”。项目名称内控标准[性状][检查]pH值氨硝酸盐亚硝酸盐电导率总有机碳不挥发物重金属细菌内毒素微生物限度不溶性粒子数[贮藏]本品为无色的澄明液体;无臭,无味。应为5.0~7.0。应符合规定(0.00002%)应符合规定(0.000006%)应符合规定(0.000002%)应符合规定不得过0.50mg/L每100ml中遗留残渣不得过1mg应符合规定(0.00001%)每1ml中含内毒素量应小于0.25EU细菌、霉菌和酵母菌总数每100ml不得过10个每1ml中不得过20个(10μm以上的粒子)每1ml中不得过2个(25μm以上的粒子)密闭保存。微生物警戒限度:5CFU/ml,纠偏限度:8CFU/mlTOBISHI厂房与设施验证页次:7/173.制药用水系统监测计划3.1生活饮用水:按长期监测计划方案,由北京市海淀区疾病预防控制中心(或丰台区)根据生活饮用水国家标准GB5749-2006进行检测,并出具检验报告。测定次数为每季度送检一次,取每年度连续三~四次的检测数据。3.2纯化水和注射用水:3.2.1每一年度由于针剂车间按间竭式进行产品生产,所以在每个生产周期内应按“制药用水系统监控管理程序”规定周期、频次取样进行监测,对纯化水和注射用水的质量进行长期考察,特别是在纯化水系统进行更换后,监测是否影响水的质量。监测计划具体实施按每一周期生产质量工作计划确定的日期、项目对纯化水和注射用水进行监测。重点对制水岗总取水口和一个生产周期内各关键用水点长期监测数据进行考察评价:生产时制水岗取水口每周进行一次全项检测;各关键用水点在生产过程中使用情况进行全项检测,考察至少一年三次生产的监测数据;其它用水点如针剂车间配制室、灭菌室、乳剂车间配制室注射用水只限用于卫生清洁,只进行个别项如微生物限度监测。工艺用水取样口名称监测项目监测频次检测部门纯化水制水岗取水口全项生产时每周一次QC三层车间清洗室等取水口全项、部分项目生产前、使用时监测QC注射用水制水岗取水口全项生产时每周一次QC针剂车间清洗消毒室取水口全项生产前、使用时监测QC针剂车间洗烘室取水口全项生产前、使用时监测QC乳剂车间清洗室取水口全项生产前、使用时监测QC针剂车间灭菌室、配制室取水口微生物限度生产前监测QC乳剂车间配制室取水口微生物限度生产前监测QC4.验证的实施及结果评价4.1生活饮用水的验证4.1.1目的:为了掌握制备纯化水原水水质的状况,以符合生活饮用水国家标准,掌握因季节性TOBISHI厂房与设施验证页次:8/17变化引起的原水水质的变化情况。4.1.2控制标准生活饮用水国家标准GB5749-2006和饮用水内控标准4.1.3采样地点生活饮用水集水箱(低位水箱)出水口4.1.4采样方法和程序用清洁的具塞锥形瓶,使用待检饮用水清洗2~3次,每次采集水量大约1升,或根据区防疫站的要求取样。4.1.5测定内容及次数由北京市海淀区疾病预防控制中心(或丰台区)根据生活饮用水国家标准GB5749-2006进行检测,并出具检验报告。测定次数为每季度送检一次,取每年度连续三~四次的检测数据。4.1.6评价方法A.测定点的监测值符合要求时,判定为合格。B.以趋势图来考察季节性变化是否引起监测值出现异常变动的情况。C.当发生测定点监测值不合格时的处理方法:·调查并查明原因,并迅速采取措施处理,防止相同情况发生。·属集水箱等清洁处理问题的,管理负责人提出警告,应重新清洁。·重新取样测定,确认测定值是否符合标准规定,达到合格标准方可放行使用。·将所采取的措施进行相关记录并填写偏差处理记录。4.1.7验证结果及评价A.按照生活饮用水标准,一般每次共检测29项:其中理化指标26项,微生物指标3项。分类项目理化指标砷、汞、浑浊度、镉、铬(六价)、硝酸盐氮、氨氮、亚硝酸盐氮、耗氧量、硒、pH值、氯化物、总硬度、铁、锰、铜、铅、色度、挥发性酚类化合物、肉眼可见物、臭和味、硫酸盐、氟化物、氰化物、铝微生物指标菌落总数、总大肠菌群、耐热大肠菌群TOBISHI厂房与设施验证页次:9/17B.26项理化指标及3项微生物指标及验证重点考察的项目及限度、检验结果:考察项目标准检验结果肉眼
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 入戏三分
入戏三分
本文标题:XXXX制药用水验证方案
链接地址:https://www.777doc.com/doc-343536 .html